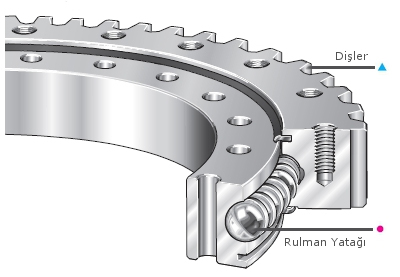
- Döner Tabla Dişlisi Temel Yapısı
Döner Tabla Dişlileri Nerelerde Kullanılır?
Standart döner tabla dişlileri; mobil vinçler, kule vinçleri, katlanır bomlu vinçler, ekskavatörler, beton santralleri, beton pompaları, robotlar, radarlar, silah sanayii, açık deniz platformları, şişeleme ve dolum tesisleri, özel tasarımlı endüstriyel makinalarda, diğer bir deyişle dönme işinin olduğu her yerde kullanılmak üzere özel olarak dizayn edilmektedir.
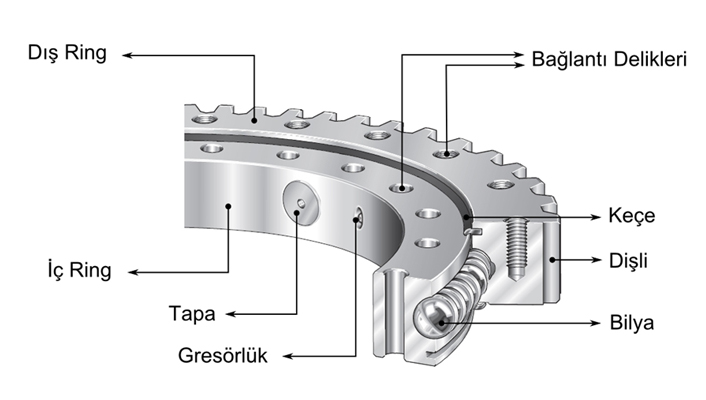
Döner Tabla Dişlilerin Yapısında Bulunan Parçalar
Tasarımı tamamlanan dişli parçaları, çeşitli materyallerden üretilerek birleştirilir ve döner tabla dişlisini oluşturur.
- Dış Ring
- İç Ring
- Bağlantı Delikleri
- Tapa
- Keçe
- Dişli
- Bilya
- Gresörlük
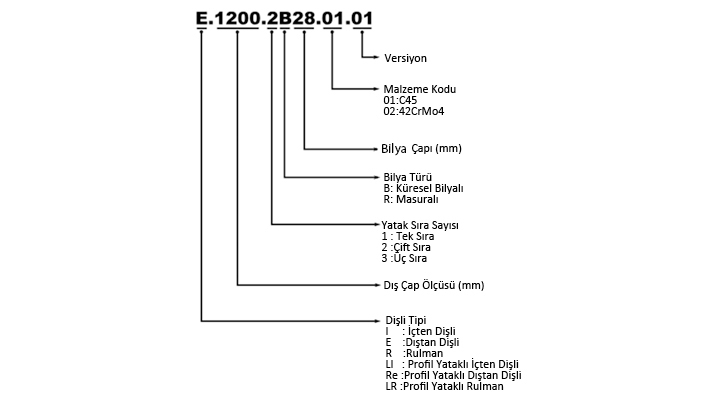
- Kodlama Sistemi
- Yüklerin Hesaplanması
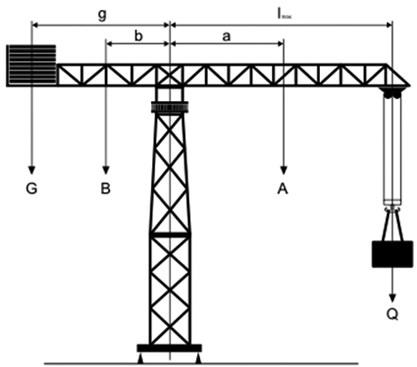
Fa: Aksiyal Kuvvet (kN)
Fr: Radyal Kuvvet (kN)
Me: Egilme Momenti (kNm)Q: Kaldirilacak Yük (kN)
r: DTD ile Rüzgar etki alani Mesafesi (m)
A: Kaldirma Kolu Agirligi (kN)
B: Denge Kolu Agirligi (kN)
G: Denge Yükü (kN)
W: Rüzgar Kuvveti (kN)
lmax: Kaldirma Kolu Uzunlugu (max) (m)
a: Kaldirma Kolu Agirlik Merkezi Uzunlugu (m)
b: Denge Kolu Agirlik Merkezi Uzunlugu (m)
g: Denge Kolu Uzunlugu (m)Fa= Q + A + B + G
Me= (Q.lmax) + (A.a) – (G.g) – (B.b)%25 Test Yükü Eklendigi Durumda:
Fa= (1,25.Q) + A + B + G
Me= (1,25.Q.lmax) + (A.a) – (G.g) – (B.b)Rüzgar Etkisi Eklendigi Durumda:
Fa= Q + A + B + G
Me= (Q.lmax) + (A.a) + (W.r) – (G.g) – (B.b)Yukaridaki formüller ile döner tabla dislisi üzerine gelen aksiyal kuvvetleri ve egilme momentlerini kolayca hesaplayabilirsiniz. Hesaplamalarinizda maksimum yük ve maksimum mesafeleri kullanmaniz tavsiye edilir. Dilerseniz ekstra test yükü veya rüzgar etkisinide hesaplamalariniza dahil edebilirsiniz.
ÖRNEK HESAPLAMA
Q: 60 kN lmax: 30 m A: 30 kN a: 15 m B: 15 kN b: 5m G: 150 kN g: 10 m W: 20 kN r: 2 m Fa= Q + A + B + G
Fa= 60 + 30 + 15 + 150
Fa= 255 kNMe= (Q.lmax) + (A.a) – (G.g) – (B.b)
Me= (60.30) + (30.15) – (150.10) – (15.5)
Me= 675 kNmEmniyet Faktörü (f) :
1,25
Fa’= f.Fa
Fa’=1,25.255
Fa’=318,75 kNMe’= f.Me
Me’= 1,25.675
Me’=843,75 kNm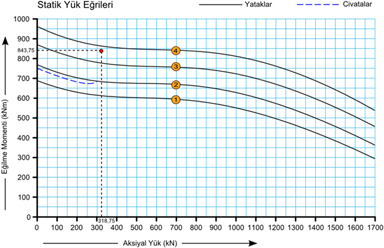
Elde ettigimiz sonuçlari grafik üzerinde yerlestirdigimizde “4” numarali döner tabla dislisinin uygun oldugunu görüyoruzEMNIYET FAKTÖRÜ (f):
Yük hesaplamalari yapildiktan sonra disli seçimi yapmadan önce, yükler uygulama alanina uygun emniyet faktörü degeriyle çarpilmalidir.
UYGULAMA ALANI EMNIYET FAKTÖRÜ (f) Kule Vinçleri 1.25 Mobil Vinçler 1.50 Liman Vinçleri 1.25 Ekskavatörler 1.70 Beton Pompalari 1.50 Araç Üstü Platformlar 1.35 Günes Enerjisi Sistemleri 1.25 Rüzgar Enerjisi Sistemleri 2.00 Lunapark Sistemleri 2.00 Endüstriyel Tasarimlar 1.25 Radar Sistemleri 1.10 Su Aritma Tesisleri 1.25 f: Emniyet Faktörü
Fa: Aksiyal Yük
Me: Eğilme Momenti
Fa’: Emniyet Hesaplı Aksiyal Yük
Me’: Emniyet Hesaplı Eğilme MomentiFa’ = f . Fa
Me’ = f . Me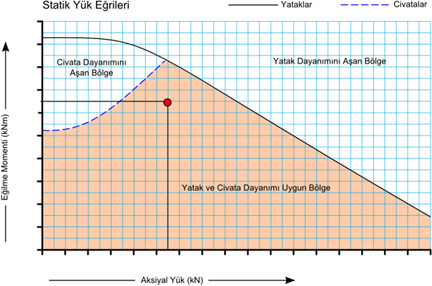
Sekilde de belirtildigi gibi siyah egri dtd yataklarinin, mavi kesikli çizgi civatalarin dayanim egrisini göstermektedir. Bu egrilerin üzerinde kalan kisimlar dtd seçimi için uygun degildir.
Boyalı bölge yatak ve civatalarin dayanimlarinin uygun oldugu bölgedir. Hesaplamalariniz sonucu elde ettiginiz degerlerin kesisimi kesinlikle bu bölgede olmalidir.- Üretim ve Hammadde Bilgileri
Firmamız döner tabla dişlilerinin imalatında hammadde olarak Alman Rothe Erde firmasından ithal ettiği sertifikalı eksiz valslenmiş ringleri kullanmaktadır. Standart imalatlarımızda hammadde olarak C45 ve 42CrMo4 malzeme kullanılmakla beraber kullanım alanlarına göre özel malzemelerde tercih edilebilmektedir.
Yataklarda kullanılan küresel bilyalar veya masuralar 100Cr6 malzeme olup, tamamı İtalya’dan ithal edilmektedir. Bilyalar arasına sürtünmeyi azaltmak ve her bilyaya eşit yük dağılımını sağlamak amacıyla özel olarak hazırlanmış araparçalar konulmaktadır.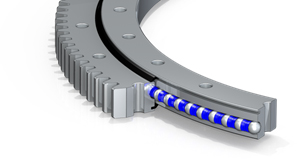

Sınıf ayrımı yapılmaksızın tüm döner tabla dişlisi ve rulmanların bilya yatakları 55-60 HRc arasında sertleştirilmekte ve daha sonra taşlanmaktadır. Taşlama esnasında küresel bilyalı yataklar için 4 nokta temas sistemi uygulanmakta, kullanım alanına ve çapına uygun çalışma boşluğu verilmektedir.
Başta ekskavatör dişlileri olmak üzeri tercih edilmesi halinde dişlere de 50-55 HRc sertleştirme uygulanabilmektedir.
Yataklara toz, kum, boya vs. yabancı maddelerin karışmasını önlemek amacıyla kullanılan keçelerin malzemesi nitrildir. Özel kullanım alanlarına uygun olarak neopren veya viton keçede kullanılabilmektedir.
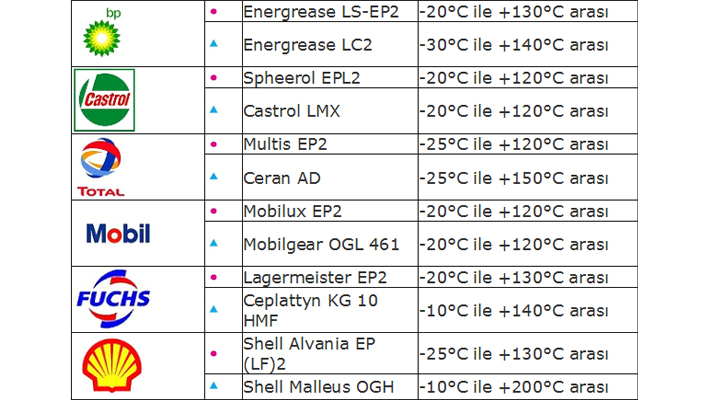
Bilya yataklarında EP2 özellikli gres yağı kullanılmaktadır. Firmamızda montaj esnasında yataklar yağlanır ancak döner tabla dişlisi çalıştırılmadan önce mutlaka tekrar yağlanmalıdır. Yağlama ile ilgili daha detaylı bilgi için "Yağlama ve Bakım" bölümüne bakınız.- Ambalajlama Depolama Taşıma
Standart döner tabla dişlileri, imalatı tamamlandıktan sonra, önce VCI korozyon önleyici ambalaj kağıdı, daha sonrada naylon ile sarılır. Eğer ürünlerin uzun bekleme süreleri olacaksa ambalajdan önce tüm yüzeylere Tectyl korozyon önleyici yağ uygulanır. Bu şekilde palet üzerine bağlanan döner tabla dişlileri sevkiyata hazır hale gelir.
Döner tabla dişlilerinin taşınması ve depolanması esnasında dikkat edilmesi gereken hususlar vardır. Kesinlikle dik olarak taşınmamalı ve depolanmamalı, dik darbelerden kaçınılmalıdır.
Ürünler kapalı alanda, tozsuz ve kuru bir yerde muhafaza edilmelidir. Nem oranı maksimum %60, sıcaklık 15 – 35 C arasında olmalıdır, doğrudan güneş ışığına maruz kalmamalıdır. Depolanan zemin sağlam olmalı, mekanik titreşim ve darbe alma riski bulunmamalıdır. Ürünler arasına eşit boyda kesilmiş ara katmanlar koyulmalı, 3 ten fazla ürün üst üste konulmamalıdır.
Taşıma işlemi döner tabla dişlisi üzerindeki kaldırma deliklerinden veya bağlantı deliklerinden yapılmalıdır. Palet üzerinde birden fazla döner tabla dişlisi bağlıysa forklift veya transpalet yardımıyla taşıma yapılmalıdır.- Pinyon Ayarı
Pinyon dişli ile döner tabla dişlisi, major yükleme eksenine yaklaşık 90 ° de çalışacak şekilde ayarlanmalıdır. Bu esnada pinyon dişli ile döner tabla dişlisinin diş profilleri birbirine tam paralel olmalıdır.
Pinyon dişli ile döner tabla dişlisinin çalışma boşluğu Şekil 1’de gösterildiği gibi Modül x 0.035 olacak şekilde ayarlanmalıdır. Birden fazla pinyon ile çalışılıyorsa bu ayar her pinyon için tekrarlanmalıdır.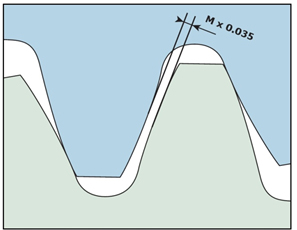
Bu ayarlamaların döner tabla dişlisinin dişleri üzerindeki mavi boya ile işaretlenmiş yerlerden yapılması gerekmektedir.
Tüm ayar ve testler yapılıp, pinyon dişli ile döner tabla dişlisinin eksenlerinin birbirine uyumundan, çalışma boşluğundan ve dişlerin birbirine basma yüzeylerinin paralelliğinden emin olunduktan sonra, dişleri yağlayınız. Yağlama ile ilgili daha detaylı bilgi için "Yağlama ve Bakım" bölümüne bakınız.- Yağlama ve Bakım
Döner tabla dişlisinin ömrüne etki eden bir diğer faktör yağlamadır. Dişlinin montajı yapılıp çalıştırılmaya başlamadan önce rulman yatakları mutlaka yağlanmalıdır. İlk 25 saatlik çalışma sonrasında yataklar tekrar yağlanmalı ve periyodik olarak 100 saatte bir yağlama yapılmalıdır. Masura yataklı dişliler için ise periyodik yağlama 50 saatte bir olarak önerilmektedir.
Yağlama, gresörlük bölgesindeki toz keçelerinden yağ çıkana kadar yapılmalı ve aynı işlem çevredeki tüm gresörlük deliklerinden gerçekleştirilmelidir. Yatakların yağsız kalması durumunda sürtünme ve sıcaklık artacağından yataklarda aşınma meydana geleceği ve dişlinin kısa sürede kullanılamaz hale gelmesine sebep olacağı unutulmamalı, operatörler bu konuda mutlaka uyarılmalıdır.
Döner tabla dişlisinin çalışacağı ortama göre uygun olan ürün seçilip kullanılmalı ve rulman yataklarına toz, kum, su, boya vs. gibi yabancı maddelerin karışmamasına dikkat edilmelidir.
Eğer makinanız uzun süre çalışmadan beklediyse, çalışma öncesi mutlaka yataklar yeniden yağlanmalıdır. Ayrıca her 3 ayda bir civataların sıkılığı, her 6 ayda bir de toz keçelerinin durumu kontrol edilmelidir. Toz keçeleri yırtılmış veya özelliğini kaybetmiş durumda iseler mutlaka yenileri ile değiştirilmelidir.