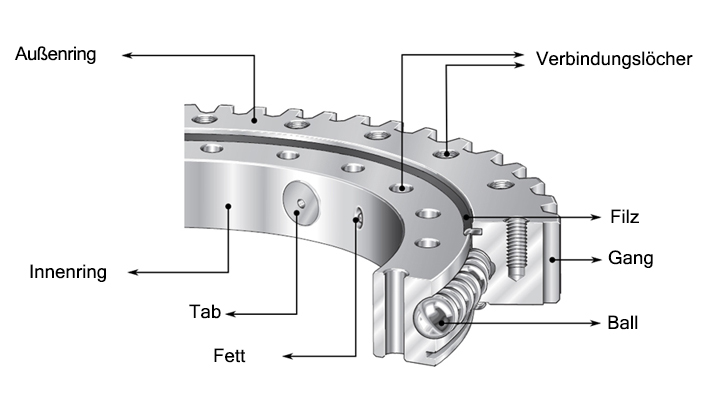
- Die Grundstruktur der Grosswalzlager
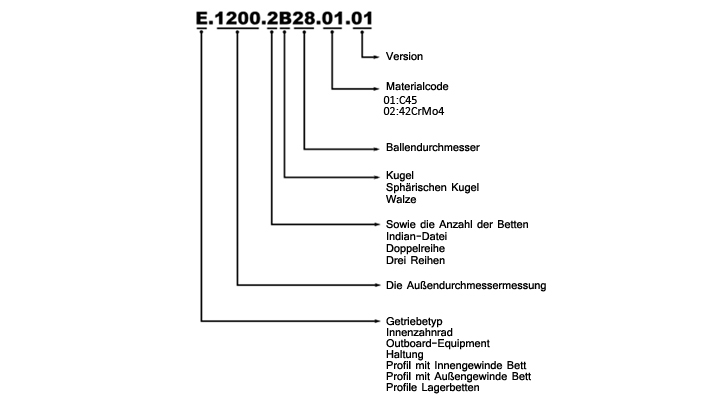
- Kodierungssystem
- Die Berechnung der Lasten
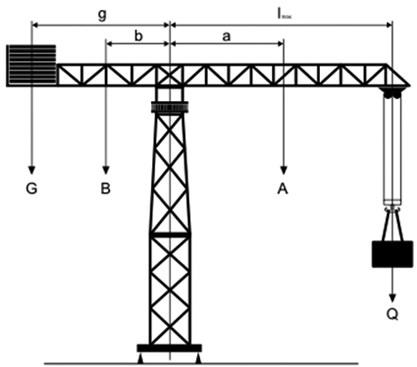
Fa: Axiale Kraft (kN)
Fr: Radiale Kraft (kN)
Me: Biegemoment (kNm)Q: Zu hebende Last (kN)
r: Entfernung des Windwirkungsbereichs mit DTD (m)
A: Gewicht des Hebearms (kN)
B: Gewicht des Ausgleichsarms (kN)
G: Ausgleichlast (kN)
W: Windkraft (kN)
lmax: Länge des Hebearms (max) (m)
a: Länge des Gewichtsschwerpunkts des Hebearms (m)
b: Länge des Gewichtsschwerpunkts des Ausgleicharms (m)
g: Länge des Ausgleicharms (m)Fa= Q + A + B + G
Me= (Q.lmax) + (A.a) – (G.g) – (B.b)Mit 25% Probelast:
Fa= (1,25.Q) + A + B + G
Me= (1,25.Q.lmax) + (A.a) – (G.g) – (B.b)Mit Windwirkung:
Fa= Q + A + B + G
Me= (Q.lmax) + (A.a) + (W.r) – (G.g) – (B.b)Mit den oben angegebenen Formeln können Sie die Axialkräfte und Biegemomente auf die Drehtischzähne leicht berechnen. Es wird empfohlen, für Ihre Berechnungen die Maximallast und die Maximalentfernungen zu Grunde zu legen. Falls Sie es wünschen, können Sie Ihren Rechnungen auch die Extratestlast und die Windeinwirkung integrieren.
BEISPIELRECHNUNG Q: 60 kN lmax: 30 m A: 30 kN a: 15 m B: 15 kN b: 5m G: 150 kN g: 10 m W: 20 kN r: 2 m Fa= Q + A + B + G
Fa= 60 + 30 + 15 + 150
Fa= 255 kNMe= (Q.lmax) + (A.a) – (G.g) – (B.b)
Me= (60.30) + (30.15) – (150.10) – (15.5)
Me= 675 kNmlmax: 30 m A: 30 kN a: 15 m B: 15 kN b: 5m G: 150 kN g: 10 m W: 20 kN r: 2 m Fa= Q + A + B + G
Fa= 60 + 30 + 15 + 150
Fa= 255 kNMe= (Q.lmax) + (A.a) – (G.g) – (B.b)
Me= (60.30) + (30.15) – (150.10) – (15.5)
Me= 675 kNmSicherheitsfaktor (f) : 1,25
Fa’= f.Fa
Fa’=1,25.255
Fa’=318,75 kNMe’= f.Me
Me’= 1,25.675
Me’=843,75 kNm
Wenn man die erhaltenen Ergebnisse in die Grafik einträgt, kann man sehen, dass der Drehtischzahn mit der Nummer "4" passend ist.SICHERHEITSFAKTOR (f): Nachdem die Lastberechnungen durchgeführt wurden und bevor die Bezahnung gewählt wird, müssen die Lasten mit dem geeigneten Sicherheitsfaktor multipliziert werden.
ANWENDUNGSGEBIET SICHERHEITSFAKTOR (f) Turmwinden 1.25 Mobile Winden 1.50 Hafenwinden 1.25 Bagger 1.70 Betonpumpen 1.50 Plattformen für Fahrzeuge 1.35 Sonnenenergiesysteme 1.25 Windeenergiesysteme 2.00 Kirmessysteme 2.00 Industrielle Entwürfe 1.25 Radarsysteme 1.10 Abwasseraufbereitungsanlagen 1.25 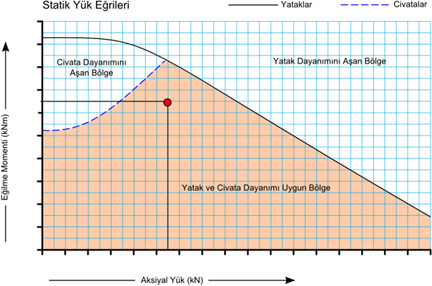
Wie auf dem Bild beschrieben, zeigt die schwarze Kurve die dtd Lager, die blaue unterbrochene Linie hingegen die Widerstandskurve der Schrauben. Die Bereiche über diesen Kurven sind zur dtd Wahl nicht geeignet.Die farbigen Bereiche sind die geeigneten Bereiche sind die geeigneten Bereiche für den Schraubenwiderstand. Der Schnittpunkt der aus Ihren Berechnungen erhaltenen Werte muss in diesem Bereich liegen.
- Daten bezüglich der Produktion und der Rohmaterialien
Daten bezüglich der Produktion und der Rohmaterialien :
Unsere Firma benutzt zur Herstellung der Drehtischbezahnung als Rohmaterial zertifizierte nahtlos gewalzte Ringe, die von der Deutschen Firma Rothe Erde importiert wurden. Bei unserer Standardproduktion wird als Rohmaterial C45 und 42CrMo4 verwendet, je nach Anwendungsbereich können aber auch spezielle Materialien benutzt werden.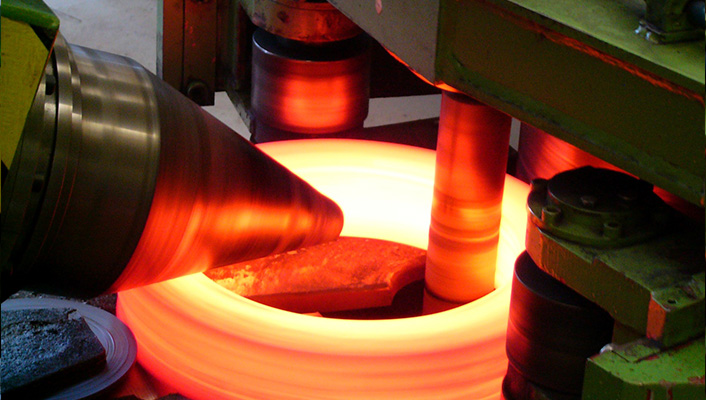
Die runden Kugeln oder Rollen, die für die Lager verwendet werden, bestehen aus dem Material 100Cr6, das komplett aus Italien eingeführt wird. Um die Reibung zwischen den Kugeln zu verringern und zu gewährleisten, dass alle Kugeln gleich stark belastet werden, werden speziell angefertigte Zwischenteile eingefügt. 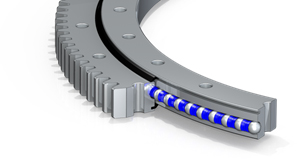

Ohne Klassenunterschiede zu machen, werden alle Kugellager der Grosswälzlager zwischen 55-60 HRc gehärtet und später geschliffen. Während der Schleifung wird für runde Kugellager das 4-Punkt-Berührungssystem verwendet, je nach Anwendungsgebiet und Durchmesser wird das geeignete Lüftspiel angewandt.
Allen voran bei der Baggerbezahnung kann auf Wunsch eine für die Bezahnung eine 50-55 HRc Verhärtung angewandt werden.
Um zu verhindern, dass Fremdstoffe wie Staub, Sand, Farbe u.ä. in die Lager kommen besteht der Filz aus Nitril. Speziellen Anwendungsbereichen entsprechend kann auch Neopren Vitonfilz benutzt werden.- Verpackung - Lagerung - Transport
Standard-Grosswälzlager werden nach der Produktion zuerst in VCI Korrosion verhinderndes Packpapier und danach in Nylon gewickelt. Falls die Produkte lange gelagert werden sollen, wird auf alle Oberflächen vor der Verpackung Tectyl Korrosion verhindernde Schmiere angewandt. Auf diese Weise werden die auf Paletten gebundenen Grosswälzlager zum Transport vorbereitet.
Während des Transports und der Lagerung der Grosswälzlager gibt es Punkte, die zu beachten sind. Sie müssen auf jeden Fall senkrecht transportiert und nicht gelagert werden und vor senkrechten Stößen geschützt werden.
Die Produkte müssen in einem geschlossenen, staublosen und trockenen Bereich gelagert werden. Der Feuchtigkeitsgehalt darf maximal 60% betragen, die Temperatur zwischen 15 – 35 C, es darf keine direkte Sonneneinstrahlung erfolgen. Der Lageruntergrund muss stabil sein, es darf kein Risiko für mechanische Vibrationen oder Stöße bestehen. Zwischen den Produkten müssen gleich groß geschnittene Zwischenlagen platziert werden, es dürfen nicht mehr als 3 Produkte aufeinander geschichtet werden.
Der Transport muss über die Hebelöcher auf den Grosswälzlager oder über die Verbindungslöcher erfolgen. Falls auf die Palette mehr als eine Drehtischbezahnung gebunden wird, muss der Transport mit einem Gabelstapler oder mit Gabelhubwagen erfolgen.
- Die Zahnradeinstellung
Zahnräder und Grosswälzlager müssen so eingestellt werden, dass sie in ca. 90 ° zur Hauptladeachse funktionieren. Währenddessen müssen die Profile des Zahnrads und der Grosswälzlager einander parallel sein. Das Lüftspiel zwischen Zahnrädern und Grosswälzlager muss wie in Bild 1 aufgezeigt gemäß Modul x 0.035 eingestellt werden. Falls mit mehr als einem Zahnrad gearbeitet wird muss diese Einstellung für jedes Zahnrad wiederholt werden.
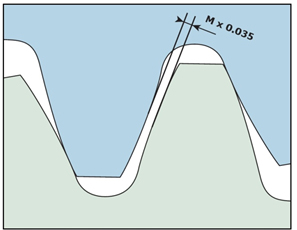
Diese Einstellungen müssen an dem mit blauer Farbe gekennzeichneten Punkt auf den Grosswälzlager getätigt werden.
Alle Einstellungen und Tests werden durchgeführt und sichergestellt, dass die Achsen der Zahnräder und der Grosswälzlager zueinander passen, das Lüftspiel und die Druckoberflächen der Bezahnung einander parallel sind, danach muss die Schmierung der Bezahnung durchgeführt werden. Für Einzelheiten bezüglich der Schmierung lesen Sie bitte das Kapitel Schmierung und Wartung".
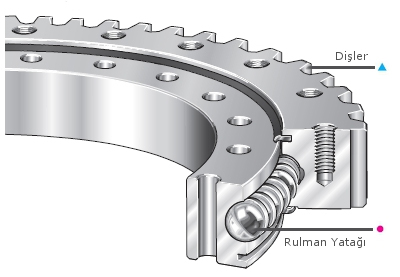
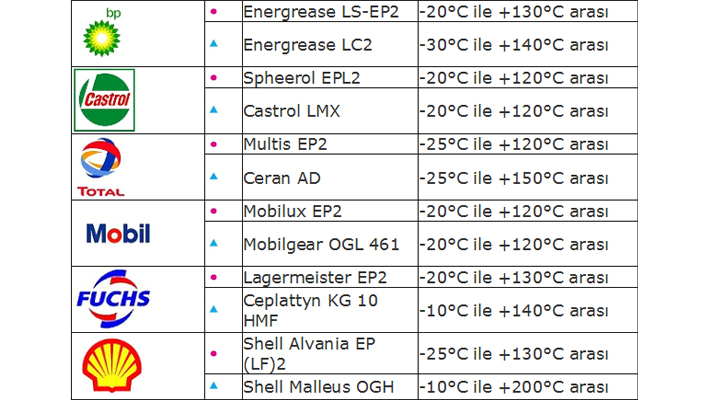
- Schmierung und Wartung
Ein weiterer Faktor, der die Lebensdauer der Grosswälzlager beeinflusst, ist die Schmierung. Vor der Montage und Inbetriebnahme der Bezahnung müssen die Kugellager unbedingt geschmiert werden. Nach den ersten 25 Stunden des Betriebs müssen die Lager nochmals geschmiert werden und danach in periodischen Abständen alle 100 Stunden einmal geschmiert werden. Für Bezahnungen mit Rollenlager hingegen wird eine periodische Schmierung alle 50 Stunden einmal empfohlen.
Die Schmierung muss über die Staubfilze in den Abschmiernippeln erfolgen, bis Schmiere austritt und derselbe Vorgang muss mit allen Löchern der Abschmiernippel wiederholt werden. Man sollte nicht vergessen, dass, falls die Lager zuwenig Schmiere haben, sich die Reibung und die Temperatur erhöhen und somit Verschleiß erfolgen wird, dadurch wird die Bezahnung innerhalb kurzer Zeit unbrauchbar werden, Operateure müssen unbedingt diesbezüglich gewarnt werden.
Je nach dem Umfeld, in dem die Drehtischbezahnung benutzt werden soll, muss ein passendes Produkt gewählt und benutzt werden, und in die Kugellager dürfen keine Fremdkörper wie Staub, Sand, Wasser, Farbe u.ä. gelangen.
Falls die Maschine lange Zeit gewartet hat, ohne in Betrieb genommen zu werden, muss sie vor der Inbetriebnahme unbedingt nochmals geschmiert werden. Außerdem muss alle 3 Monate einmal die Dichtigkeit der Schrauben, alle 6 Monate einmal die Lage der Staubfilze überprüft werden. Falls die Staubfilze zerrissen sind oder ihre Eigenschaften verloren haben, müssen sie unbedingt gewechselt werden.